LATEST NEWS

Industry celebrates People In Print and Rising Stars of Print
Over 100 print industry professionals gathered to celebrate this year’s People In Print Awards and Rising Stars of Print Awards at Sorrento in the Park on Maungakiekie One Tree Hill, Auckland. A stormy night did not deter guests from enjoying themselves and giving the awardees ovations as Ruth Cobb, chief executive PrintNZ and New Zealand…

World first for CMYKhub and EFI
A world first for CMYKhub sees the Australian trade print supplier confirming an order for the new EFI VUTEk Q3h XP and EFI VUTEk Q3h X hybrid printers, which were released to market at Fespa in March. The order, placed with EFI’s ANZ channel partner Currie Group, also includes an EFI VUTEk FabriVU dye-sublimation printer…

Fujifilm’s proprietary Aquafuze technology set for drupa debut
Fujifilm’s proprietary Aqaufuze technology will feature at drupa 2024. The company has unveiled a new inkjet ink featuring the Aquafuze technology. Combining water-based and UV-curable ink technology, the new technology targets wide format inkjet printing. The company will launch the new UV-curable aqueous ink later this year after its drupa debut. Fujfilfilm calls Aquafuze ink…

Top 10 named for BJ Ball Print Apprentice of the Year
PrintNZ has announced the 10 apprentices who will contest the 2023 BJ Ball Print Apprentice of the Year. The Top 10: Ruth Cobb, chief executive at PrintNZ, says, “It is always with such pleasure that I look forward to starting the process of selecting the Apprentice of the Year candidates – identifying the high achievers…
Fujifilm Acuity Hybrid gets robotic automation system for drupa
Fujifilm has announced a robotic automation system for its Acuity Hybrid wide format printers that it will demonstrate at drupa 2024. In a statement outlining the announcement, the company says the new automation system is designed to give Acuity Hybrid customers the option to upgrade their high-end wide format machines with a full solution. Fujifilm…
Loading…
Something went wrong. Please refresh the page and/or try again.





FEATURE ARTICLES

Computaleta can now take you to Arizona and Colorado
Computaleta has signed an agreement with Canon Production Printing Oceania to supply Arizona and Colorado hardware and consumables to the New Zealand market
That was then, this is now
“I have had the absolute privilege of attending every one of these events and the growth of the industry over that time has been nothing short of spectacular,” says Ruth Cobb in her latest column

Inkwise is onshore and onside with New Zealand printers
Privately owned and operated, Inkwise has transformed from a mainly coldset printer into a company that offers one of the country’s most diverse trade print offerings

Tuapeka pushes the boundaries for promotional printed products
A constant drive for innovation backed by a strong team culture and solid business principles have seen Tuapeka grow into the largest supplier of branded promotional products

Cactus Imaging installs first Durst 10-channel P5 350 HS D4 hybrid press
The high-speed machine will provide Cactus Imaging with greater efficiencies as well as the opportunity to complete more flatbed work for its clients

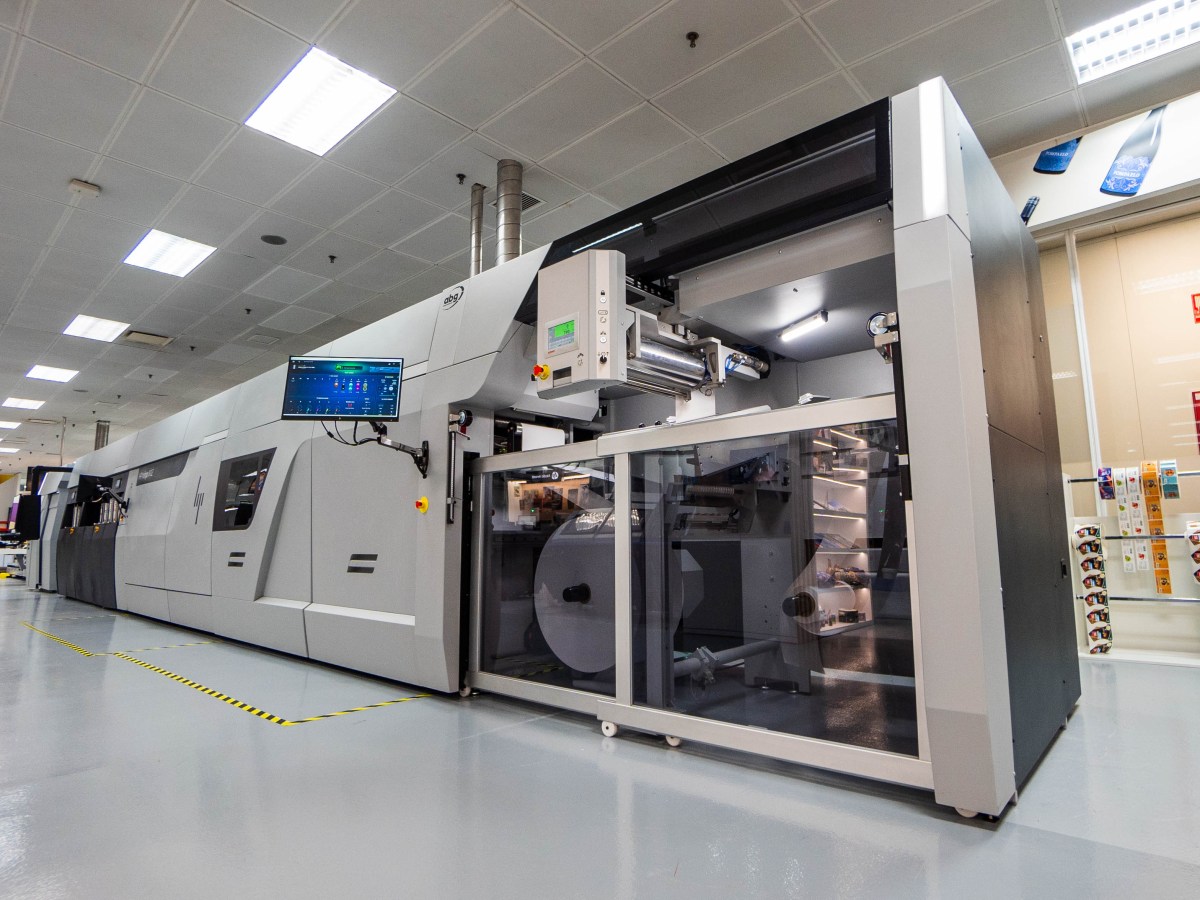
Unimax upgrades to Screen Truepress Jet L350UV SAI S
Jet Technologies and Fujifilm New Zealand partner with Unimax for New Zealand’s first Screen Truepress Jet L350UV SAI S digital label press





LATEST GALLERIES

People In Print & Rising Stars of Print Awards winners
Celebrating the people in our industry, we present the winners who were able to make it along on the…

People In Print Awards and Rising Stars of Print Awards 2024
Over 100 print industry professionals gathered to celebrate the People In Print Awards and Rising Stars of Print Awards…

Annual Total and Spicers Charity Golf Day
Industry golfers had a great day and raised $23,500 for the Prostate Cancer Foundation at the annual Total and…
